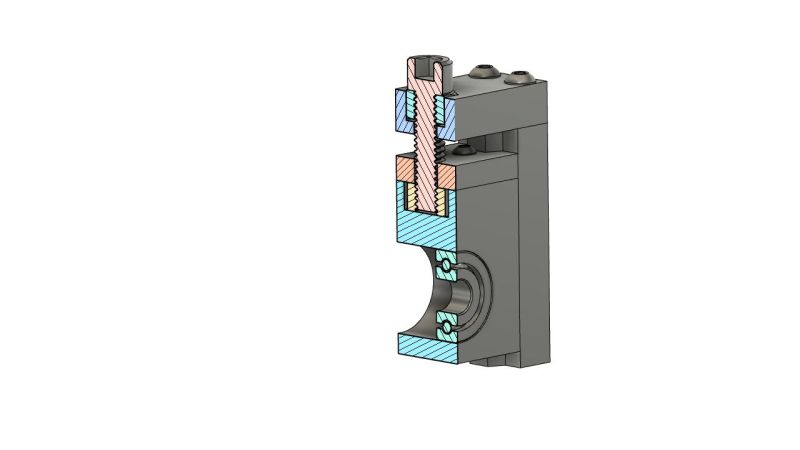
I’ve been making corrugated tin with the paper crimper you can get at most craft stores and it does a good job, but its not quite to scale and you get what you get. So, I decided to attempt to make one that was more to my liking. Over the last several weeks while waiting on parts for my MIK project to print, I’ve been refining the design and am finally where I think I am ready to create at least the first prototype. I expect there will be refinements, but I got to start somewhere. Here is the model as of now.

Last night I started printing the two rollers, an 18 hour print. I came home from work today to this ( I posted it earlier in my MIK build log):
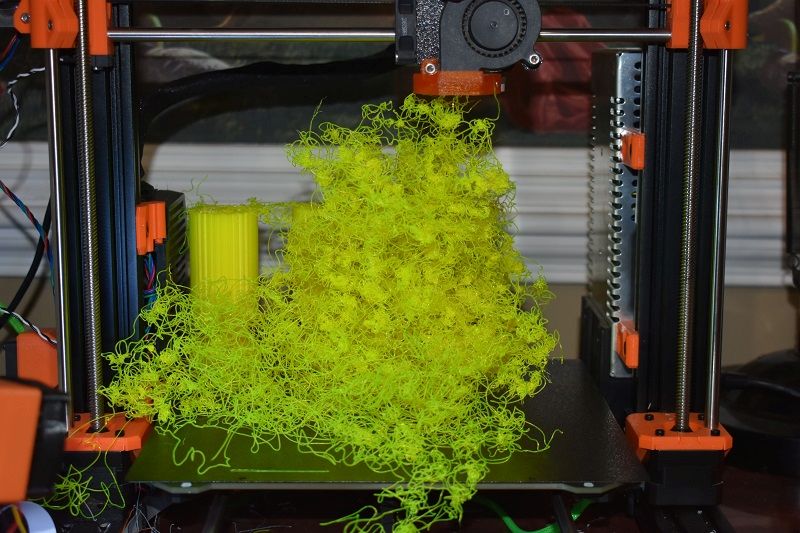
You can see a partial roller in the left rear of the printer. The other roller is behind all the wasted filament. For some reason, at some point, the rollers moved. I think it can be attributed to a curious kitten, but not sure. Anyway, I have restarted the print but only a single roller at a time. All toll, its about a 35-40 hour printing project.
All comments, suggestions, criticisms welcome.



{kind=link}
{kind=link}