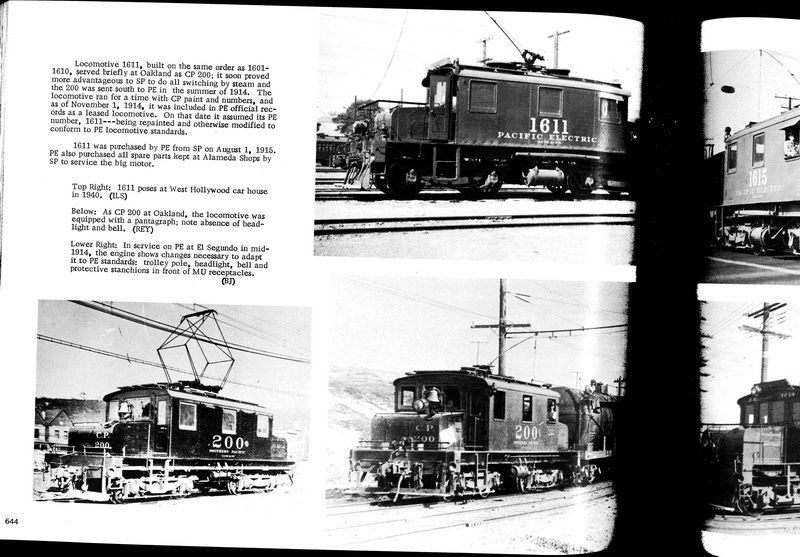
In the very early 1900’s, Henry Huntington started Pacific Electric Railway here in Southern California. He was the nephew of Collis Huntington, one of the Big Four of Central Pacific. The other three were Charles Crocker, Leland Stanford and Mark Hopkins. The automobile wasn’t common in those days and people needed a faster way to get around the towns of So. California. Soon P.E. became the home of the famous Red Cars and you could travel anywhere in the area for just a few pennies. It’s worth noting that all of the major freeways in So. California now occupy the same old routes of the Pacific Electric Red Cars. By 1910, Southern Pacific was shuttling local freight by steam engines. Huntington decided to corner that market by using heavy electric freight motor engines. Baldwin Locomotive and Westinghouse jointly designed one of these engines for use in the Northern California area around Oakland and San Francisco. These were 1200 volt engines using a oantograph. Central Pacific was using these for freight around the Bay Area. Huntington brought one of these engines down to So. California to try them out as heavy freight hauling engines. The photo below shows that first locomotive. P.E. converted the engine to 660 volts DC and used the familiar P.E. pneumatic trolley pole. It was renumbered from Central Pacific #200 to Pacific Electric #1611. #200 weighed in at a heavy 50 tons, pretty heavy for 1913.
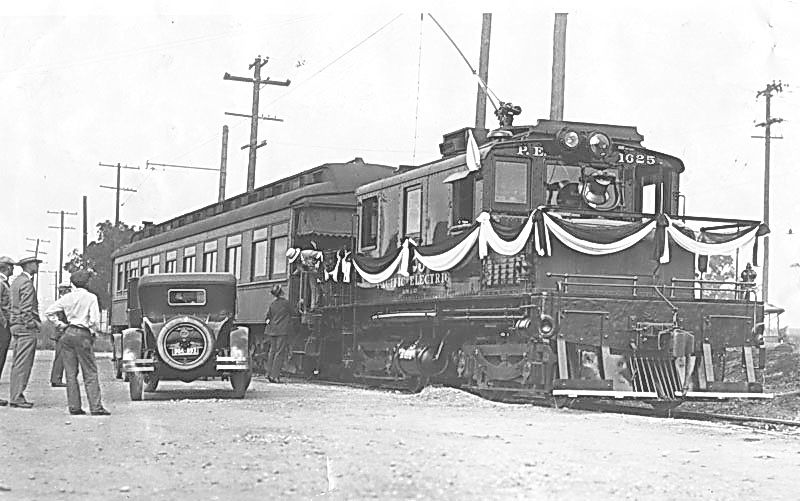
They even used one of the Baldwin electrics to pull Henry Huntington’s funeral train in May 1927. What surprised me from this photo of the funeral train was that the car used to carry Huntington’s casket was NOT the famous Funeral Car named Descanso. The crew must have spent weeks polishing the cab of this engine!
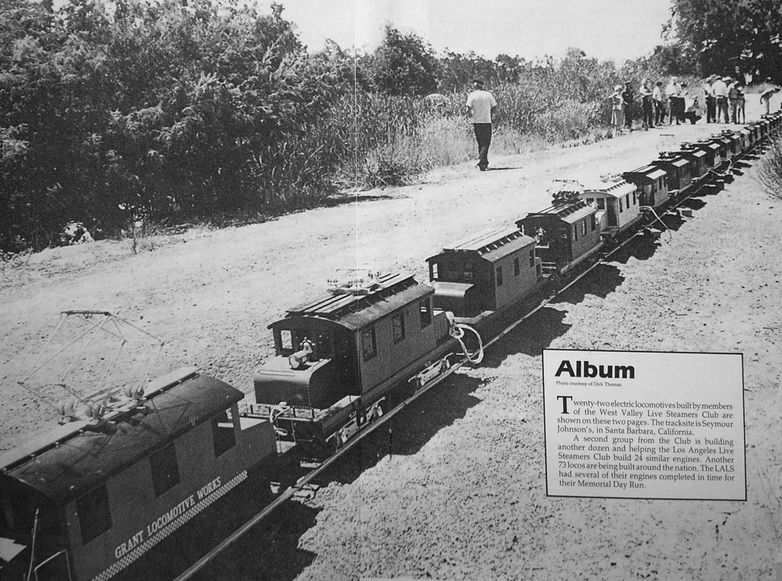
Fast-forward to the late 1970’s when West Valley Live Steamers decided to resurrect #200 and they designed and built 22 models in 1-1/2 inch scale on 7-1/2 inch gauge track. The photo below shows the first 22 electrics running on Seymour Johnson’s Montecito estate track.
This photo was taken about 1980. A year or so after this photo, Los Angeles Live Steamers started a 24 engine project with numerous members involved and headed by Dr. Lew Soibelman. Photo below shows Dr. Soibelman running his four completed Baldwin electrics MU’ed about 1985. Notice he had BOTH a pantograph and a trolley pole on each engine. I guess he wanted to cover all his bases :).


I became involved with the 24 engine project in 1984. We completed our engine in 1986. We experimented with a couple of electrical systems before finally settling on the one in this completed engine below. Taken in 1992 at Orange County Model Engineers in Costa Mesa, CA.


The “little guy” that’s doing the engineering here is now 33 years old!
But I digress…moving on to 2013, my daughter with our one granddaughter at that time, asked if I could get my electric locomotive out and get it running again, so she could take her daughter to Los Angeles Live Steamers. Our three kids all grew up at LALS running trains, doing “night runs” and generally having a great time. She wanted her own daughter to enjoy the same great fun. So Grandpa got the old engine out of “mothballs”/storage and took a look to see what it would take to get it going again. After almost thirty years since this engine was first completed, there have been major changes in technology for the electronics to control these. The original electronic were all heavy, clunky mechanical relays and diodes. All of these were giant energy hogs. Photo below shows the old engine just out of storage in May 2013.

We found a man at the club who was beginning to retrofit these old Baldwin electrics with the latest and greatest technology in controllers. I gave him “free-rein” to completely redo the electronics in the old engine. By early 2014, the old Baldwin electric was running better than ever.

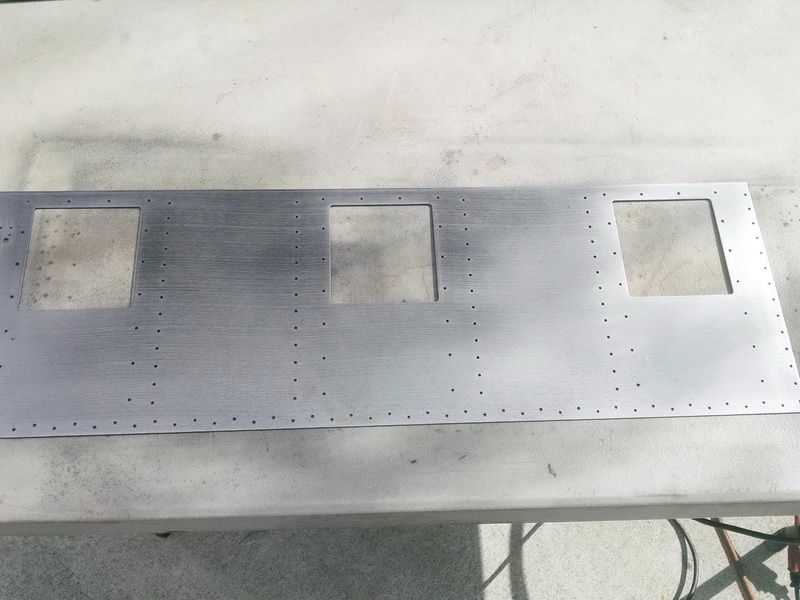
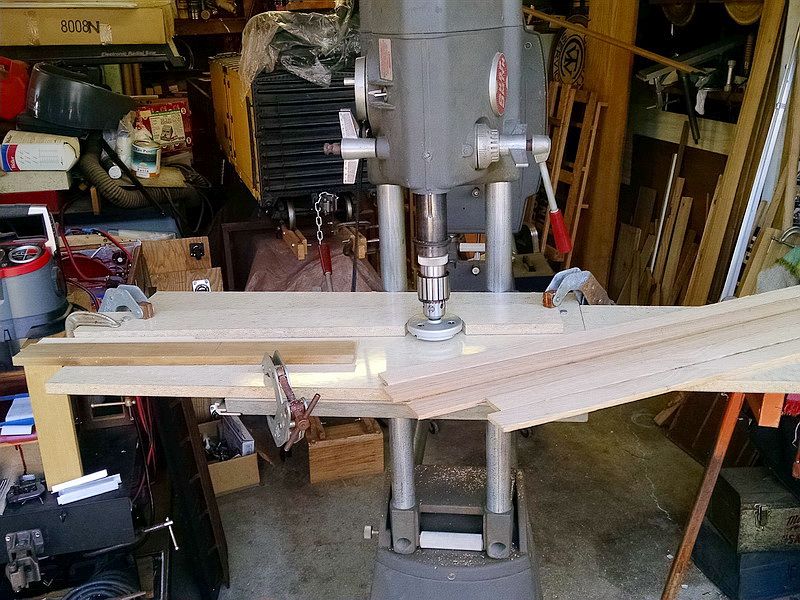
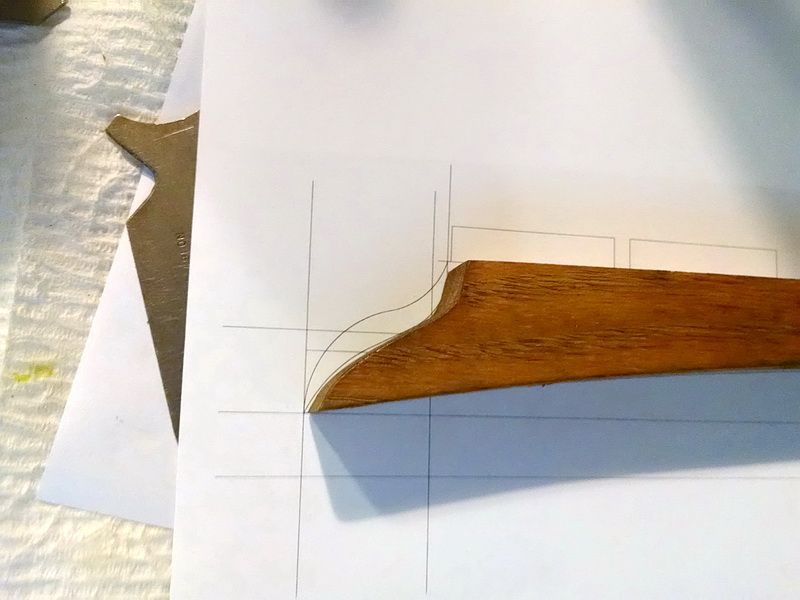
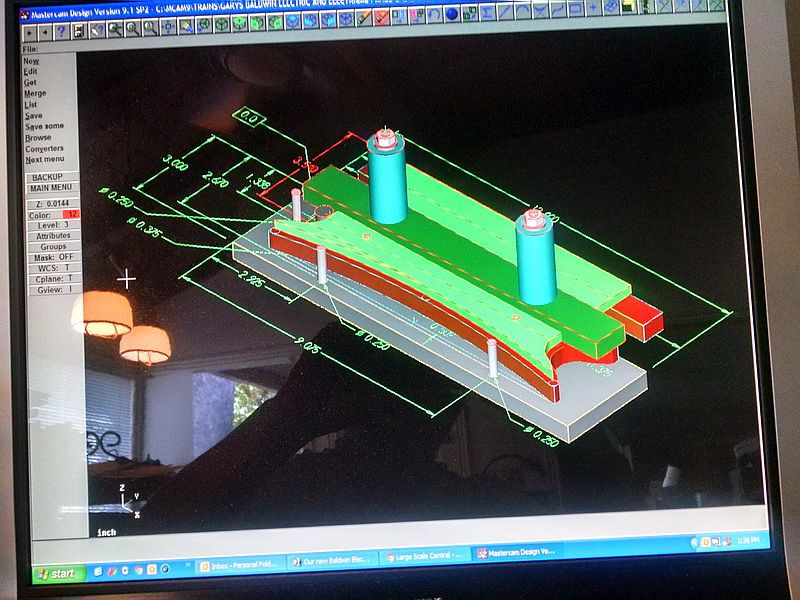
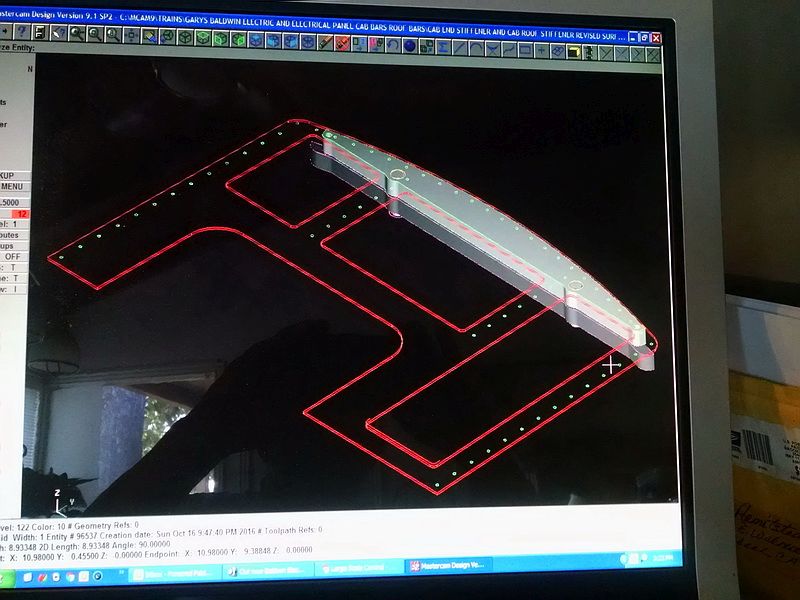
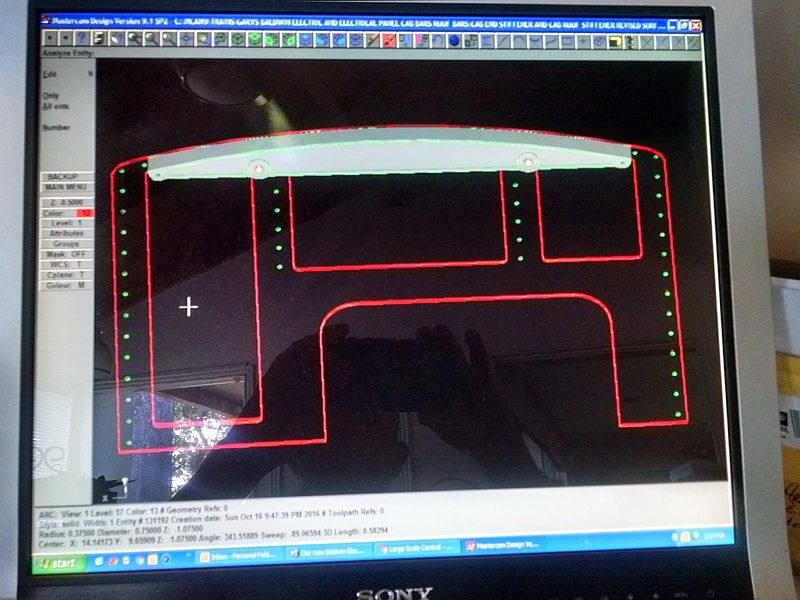
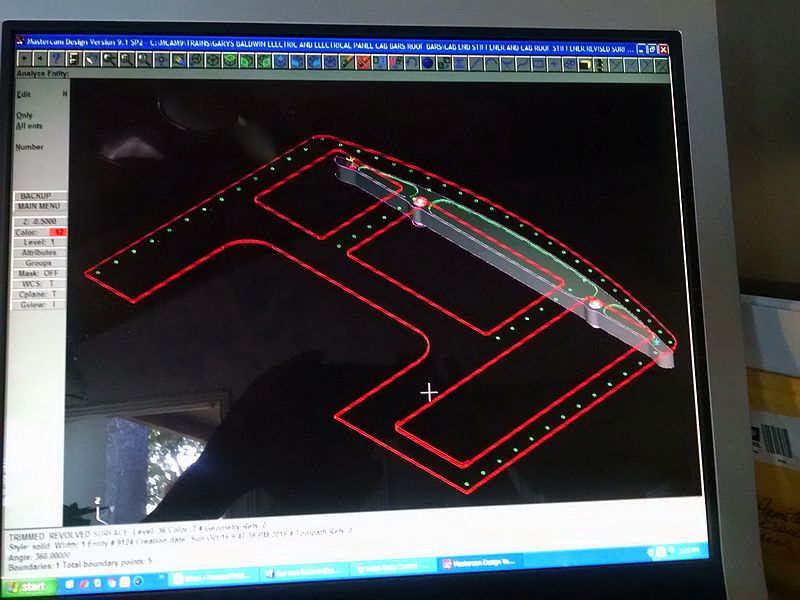
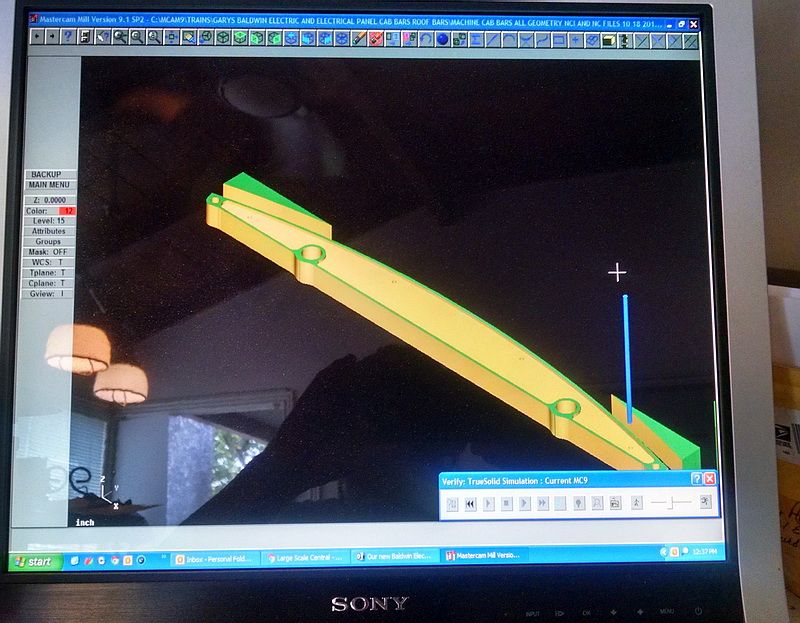
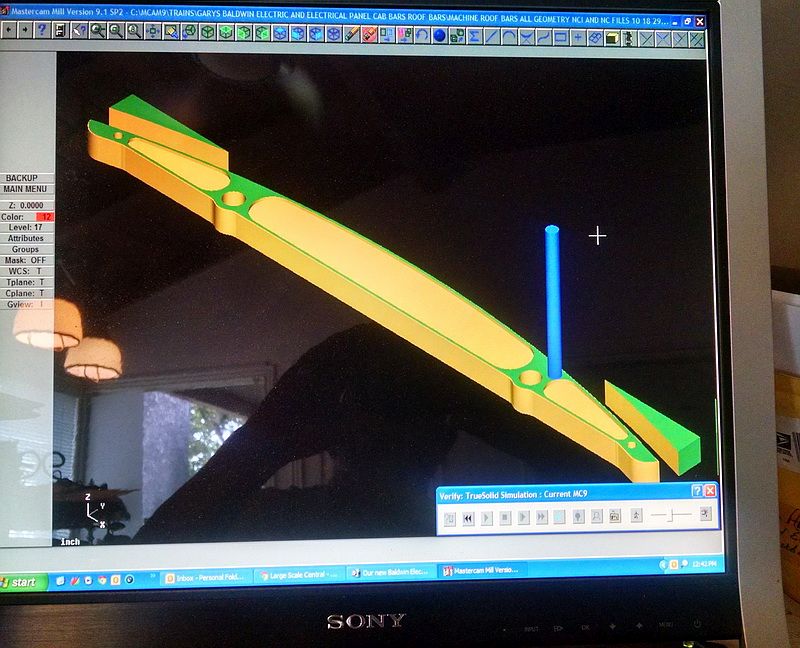
In mid 2014, I was in contact with my old college professor again. He was also a member of LALS. About 1995, he and I had started to build seven more of these locomotives as a learning project for using MasterCam software (for programing) and using Haas vertical CNC milling machines to make parts. Everything on these locomotives was designed using MasterCam and making all the parts we needed: trucks, aluminum gear boxes, truck bolsters, journals and even cast iron spoked wheels. We even had the cabs done by computer: all rivets holes, windows cut out of 16ga. steel and even had the Baldwin roofs punched and rolled by computer.
Tomorrow, I’ll add more photos and “ramblings” of this build of our new Baldwin/Westinghouse electric freight motor.

















































{kind=link}
{kind=link}