Cliff,
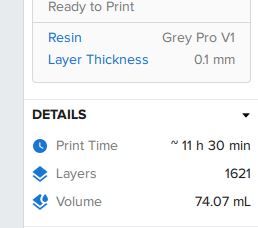
I am assuming this new series of printers works similar to my form 2, in that they build the part on a platform that moves up by the layer resolution each time. how much time it takes to burn in a particular layer varies by the resin to be burned in on each layer.
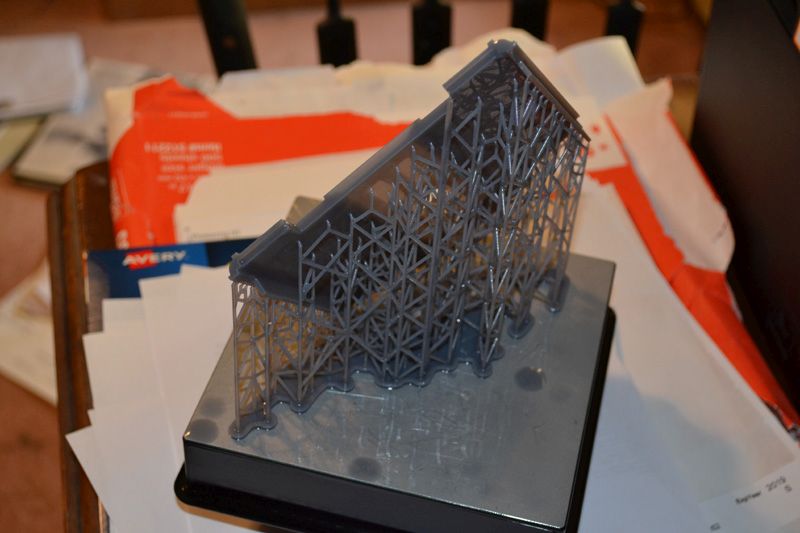
when the STL file is brought into the support software, it must be aligned for printing. I usually go with the default orientation for a particular part, and the photo below shows that. unlike an FDM printer it gets its accuracy by building the support structure on the build platform, then the part. the only edits I do after the automatic support build is to see if there are supports where I do not want them. some times they can be moved, other times I need to make a very tiny support for a bolt head as an example. this is so the support doesn’t obliterate the detail when it prints
this is a replacement end that I am working on for an AMS car that I am bashing. (more to come on that later)
(https://www.largescalecentral.com/FileSharing/user_2560/2019%20updates/DSC_4216.JPG)
(https://www.largescalecentral.com/FileSharing/user_2560/2019%20updates/DSC_4217.JPG)
Al P.
{kind=link}
{kind=link}
{kind=link}